Prusa MK3/MK3Sを使っていて起きるトラブルで、プリントの途中で、エクストルーダーからフィラメントが押し出されなくなる、というものがあります。
この記事にたどり着いたあなたも、もしかしたら同じトラブルに見舞われているかも?
ぜひ、この記事に記述したものが解決の参考になれば嬉しいです。
2020年1月2日、対処の推奨順番を追記しました!
トラブル命名:エクストルーダー・ストップ・ミッドプリント
Prusa公式のフォーラムを見ていて結構頻発してるっぽいですんですよ。
mid stop print とかのキーワードで検索すると、いろんなスレッドが出てきます。
トラブル「エクストルーダー・ストップ・ミッドプリント」と名付けました。
これどういうトラブルかというと、
PLAでプリントしていて1時間くらい経つと、ある時点のZ値(高さ)からフィラメントが一切出ておらず目的のオブジェクトが完成しない
という事態を指します。
僕、最近すごく出くわして、なんでかなーと思っていろいろ考えました。
今までとは異なるオブジェクトをプリントしていた、というのが原因としてありそうだ、ということがわかりました。
何回か出くわして気づいたのは、フィギュアのような、複雑なオブジェクトの時に頻発すること。
3D Printable Nine-Tailed Demon Fox by Jukka Seppänen
こういうのとか、
3D Printable Ahri KDA - League of Legends - 25cm tall model by Printed Obsession
こういうのを、余ったPLAでプリントしようとしてたんですね。
一方で、キャンディーダイスやヨーヨーのような比較的シンプルなモデルをプリントするときにはあまり起きない、ということにも気づきました。
このトラブルに付随して起きている現象として、
プリントを停止してフィラメントをアンロードするとフィラメントの1か所が削れていることがわかります。
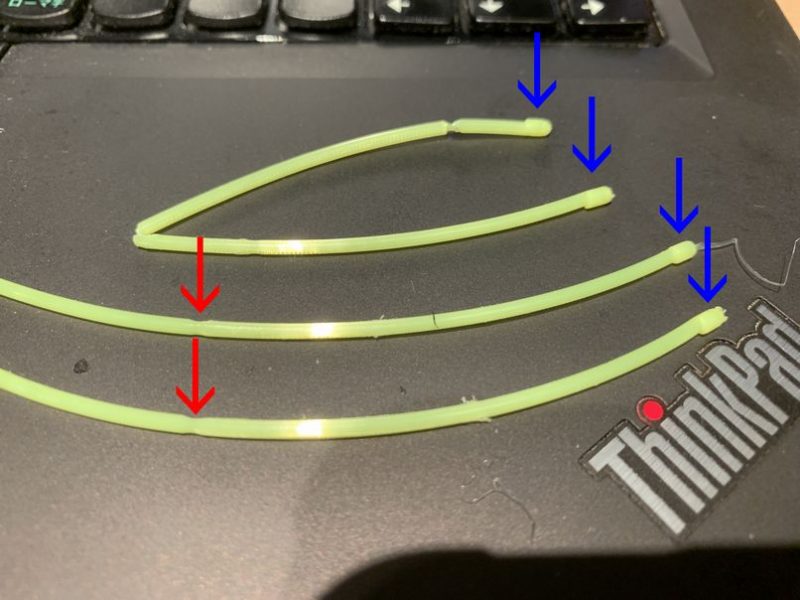
写真の赤矢印で示したのが、MK3エクストルーダーのBondtechギアが噛んでしまっている部分。
ここが噛んでしまったせいで送り出しができないというよりは、
青矢印で示した部分がノズル部分で止まってしまいこれ以上送り出されず、ギアがフィラメントを削ってしまったという順番でしょう。
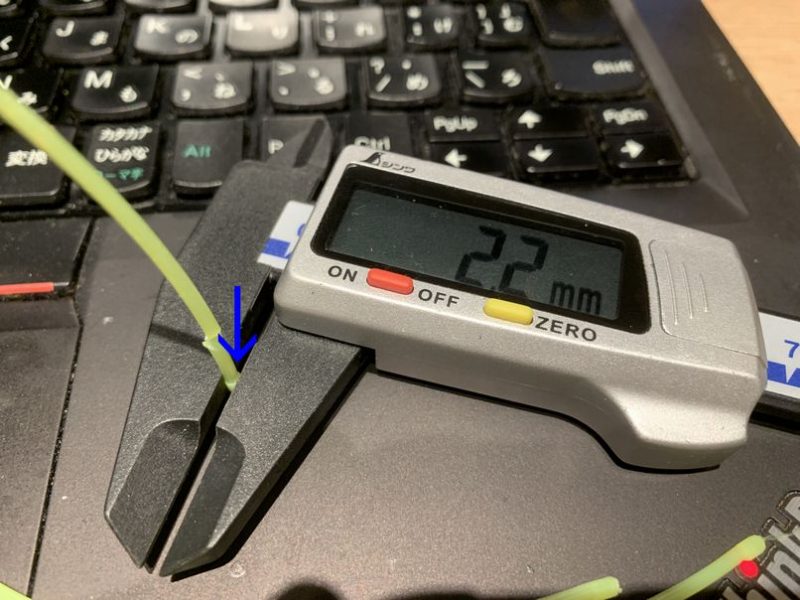
また、ノギスで計ると、ちょっと太ってしまったこの先端部分の直径、2.2mmになっています。フ
ィラメントを取り出して先端がこうなっているときは、
ほぼこのトラブル「エクストルーダー・ストップ・ミッドプリント」だと思ってよいでしょう。
ちなみに、Simplify3DでもPrusaSlicerでも、どちらのスライサーを使っても発生します。
ってことは、Gcodeの問題でもなさそうです。
6つの対策案
推奨1.ノズル先だけの交換
シンプルに、ノズルの寿命が来ている可能性があります。
How Long Does a 3D Printer Nozzle Last? – 3DP MASTER
ここに「ハーデッドスチールノズルもうまく使えば1年くらいは持つかもね」というような記述があります。
ってことは、硬化ノズルですら1年くらいで交換したほうが良いってことだよね。
ノズル先を疑ってください。
ここからは僕の実感なんですけど、目安としては、うーん、半年に1回くらいのペースで交換したほうが良いのかなぁという感じします。
ほぼ毎日、1日24時間のうち、14~15時間は動かして180日、2700時間のプリント時間で交換、というイメージ。
https://3dprinting.stackexchange.com/questions/3985/how-long-is-an-extruders-nozzles-life
消耗したノズルの兆候、という記述があります。
この記事すごい参考になりますよ。
ゴミが詰まったり、単純に摩耗していたり、という可能性が書いてあります。
交換してダメなら、リトラクション値の調整、サーマルペーストを塗り直しをやってみてください。
推奨2.リトラクション値を減らす
「スライサーで、リトラクションの値を減らすか、ゼロにする」という対策の提案です。
まずは、リトラクション設定で原因を追求、クリアにするのが良いかと。
どうも頻繁にリトラクトを繰り返すようなGcodeになっていると、
引き抜いたときに確率でフィラメント先端が2.2mmになってしまって、ノズル先を通っていかないサイズになってしまう、ということみたいです。
これが、プリントをスタートして躯体全体が熱を帯びてくる1時間後から2時間後くらいに、トラブルとして表れやすくなるということでしょう。
スライサーについては、オブジェクトによってパラメータ調整することに慣れましょう。
3Dプリンタ使ってるとこういうトラブルは避けられないのと、そうした経験が積みあがることでよりきれいなオブジェクトをプリントできるようになっていくからです。
推奨3.サーマルペーストを塗り直す
リトラクション値を減らしても同様のトラブルが起きるようであれば、
他に考えられる原因として、ノズル、ヒートブロック、ヒートシンクの熱分離がうまく機能していない、という可能性があります。
バレルとヒートシンクの間に塗布するサーマルペーストを塗り直すことをお勧めします。
僕が使っているのはこれ。Prusaの付属品でも良いかと思います。
推奨4.E3Dノズルセットの交換
Prusaに付属するバレルはE3D純正のものではなく、Prusaオリジナルのもので、どうもそれが悪さしてるらしいという解釈もあるようです。
なので、ノズルを交換してダメなら、E3Dでセットを一式買って交換するのも一つの方法。
推奨5.プリント温度を上げたり下げたりする
なぜかPLA以外の素材、僕の場合はPETGですが、同様のトラブルが起きにくいということを確認しています。
フィラメントに合った温度調整をもう少し試してみても良いかもしれません。
余裕があれば:モーターの発熱対策
どうもモーターの発熱が原因だ、とする向きもあるようですが、ヒートシンクを付けてみた感じあんまり効果を感じません。
これはあんまり関与してないのでは、という気がします。
もし、モーター発熱が原因で、対策として冷やすのであればヒートシンクを付けてさらにファンを付けるなど、がっつり空冷するくらいまでやらないと意味はなさそう。
参考記事
Printer stops mid print – Hardware, firmware and software help – Prusa3D Forum
The Original Prusa 3D Printers - Knowledge base - Extrusion stopped mid-print
「いやいや、原因、実はこうなんじゃない?」っていう情報は大歓迎です、コメントください!
このブログにまとめていきます。
それでは、今日も良い3Dプリントを!